前回の記事では、キュービクル新設工事の前段、電力協議から基礎打設までを書きました。
今回はその続編です。固まった基礎にアンカーを打ち、本体を据え付け、高圧ケーブルを結線するところまで。新設工事の山場を、現場の写真と実際に使った道具で解説していきます。
1. 基礎の状態確認から始めます

養生中の基礎
前回の終了時点です。基礎は打設・養生まで終わっています。これから上にキュービクル本体を載せていきます。
2. アンカーボルトの選定

SUS304 全ねじボルト M12(テーパーワッシャー+ナット)
キュービクルメーカーの耐震計算によって指定された、SUS304製の全ねじボルト M12 を使用しました。アンカーボルトのサイズ・本数・配置はメーカー側で計算済みのため、現場ではその指定通りに施工します。
3. ケミカルアンカーの打設(Hilti HIT-HY 200 V3)
キュービクルを基礎に固定する主役は、ケミカルアンカー(接着系注入方式アンカー)です。今回使用したのは Hilti HIT-HY 200 V3 シリーズです。
主剤と硬化剤の2液混合カートリッジを、専用ディスペンサー HDM 330 で押し出すと、ノズル内で2液が混合されながら穴に注入される仕組みです。
HIT-HY 200-A V3 と HIT-HY 200-R V3 の違い
同じ HIT-HY 200 V3 シリーズに、A タイプと R タイプの2種類があります。違いは硬化時間です。
| 母材温度 | 200-A V3 ゲル状/硬化 | 200-R V3 ゲル状/硬化 |
|---|---|---|
| 11〜20℃ | 7分/45分 | 15分/1.5時間 |
| 21〜30℃ | 4分/30分 | 9分/1時間 |
A タイプは 速硬化型で、施工後すぐに荷重をかけられるため、工期が厳しい現場や少数施工に向きます。R タイプは 遅硬化型(可使時間が長い)で、複数本を連続注入する場合や夏場の高温時にゲル化を遅らせたい場合に使います。引張・せん断などの許容安全荷重は両者ほぼ同等です。
今回は HIT-HY 200-R V3 を使用しました。
M12全ねじボルトの施工仕様(Hilti技術資料より)
| 穿孔径 | 14 mm |
|---|---|
| 穿孔深さ | 110 mm |
| 埋込み長さ | 110 mm |
| 最小母材厚 | 140 mm |
| 注入樹脂量 | 10 ml |
| 許容安全荷重 | 引張 20.1 kN/せん断 14.5 kN |
| 最大締付トルク | 40 N·m |

Hilti HDM 330 でケミカル樹脂を注入
施工手順
- ハンマードリルで穿孔(M12なら φ14×110mm)
- 「2×2×2」清掃
- ケミカル樹脂を注入(穴の奥から手前へ、空気を押し出すように)
- 全ねじボルトを回しながら挿入
- 硬化待ち
- 締付トルク 40 N·m で本締め
「2×2×2」清掃とは
穿孔した直後の孔の中には、コンクリートの粉塵が残っています。この粉塵を残したまま樹脂を注入すると、孔壁との付着強度が大幅に下がります。
「2×2×2」は、Hilti が標準として推奨する清掃手順の名称です。
- ブラシ2回(孔の奥まで往復2回、内壁の粉塵をかき落とす)
- エアブロー2回(孔内の粉塵を吹き飛ばす)
- ブラシ2回(残った粉塵を再度かき落とし)
これを省くと、技術資料に記載された性能(許容安全荷重 引張20.1kN)が出ません。

手締めで仮固定

硬化後の単体
4. ケミカルアンカーを選ぶ理由
機械式アンカー(金属拡張アンカー)と比べて、ケミカルアンカーは引抜耐力が高い特性があります。コンクリートを内側から拡張しないため、縁あき寸法も短く取れます。

基礎全体に並ぶアンカーボルト
5. キュービクル本体の搬入

KATO 25t ラフタークレーンで搬入
本体重量は 2.5トン。クレーンで降ろすのが基本です。今回は雨天での搬入でしたが、シートで養生して進めました。

トラック上のキュービクル本体

クレーン旋回中
事前確認は3点です。
- 進入路の幅と高さ(架空線の干渉に注意)
- クレーンの設置位置と旋回半径
- 養生範囲(既設舗装・植栽の保護)
6. 本体据付と固定

基礎の上に本体を降ろす
クレーンで吊って、ゆっくり基礎の上に降ろします。アンカーボルトの位置と本体のボルト穴を合わせます。

固定ボルト(SUS304 M12)
水平・直角を水準器で確認したら、本体ボルトで本締めします。締付トルクは Hilti 技術資料記載の M12 = 40 N·m をトルクレンチで管理します。
7. 据付完了

完成(正面)

完成(側面)
今回は高圧受電・コンデンサ盤、低圧電灯盤、低圧動力盤の3区画構成です。

盤内・3個の高圧ブッシング
扉を開けると、高圧ブッシング3個と高圧ケーブルが見えます。ここに高圧ケーブルを引き込みます。
ここまでが「機械的な据付」です。ここから先が「電気的な結線」になります。
8. 高圧ケーブル(6.6kV CVT)の構造を知っておきます
結線に入る前に、高圧ケーブルの構造を押さえておきます。

高圧CVTケーブル断面

剥いた状態のケーブル

シース部のアップ
CVTケーブル(架橋ポリエチレン絶縁ビニルシースケーブル・トリプレックス型)は、内側から外側へ以下の層で構成されています。
- 導体(軟銅線の撚り線)
- 内部半導電層(導体表面の電界を均一化)
- 絶縁体(架橋ポリエチレン・XLPE)
- 外部半導電層(絶縁体表面の電界を均一化)
- しゃへい銅テープ(接地用、地絡電流の経路)
- 押さえテープ
- ケーブルシース(ビニルまたは耐燃ポリエチレン)
端末処理とは、この7つの層を 外側から順番に、規定寸法で剥がしていく工程です。
9. なぜ高圧ケーブルに「端末処理」が必要か
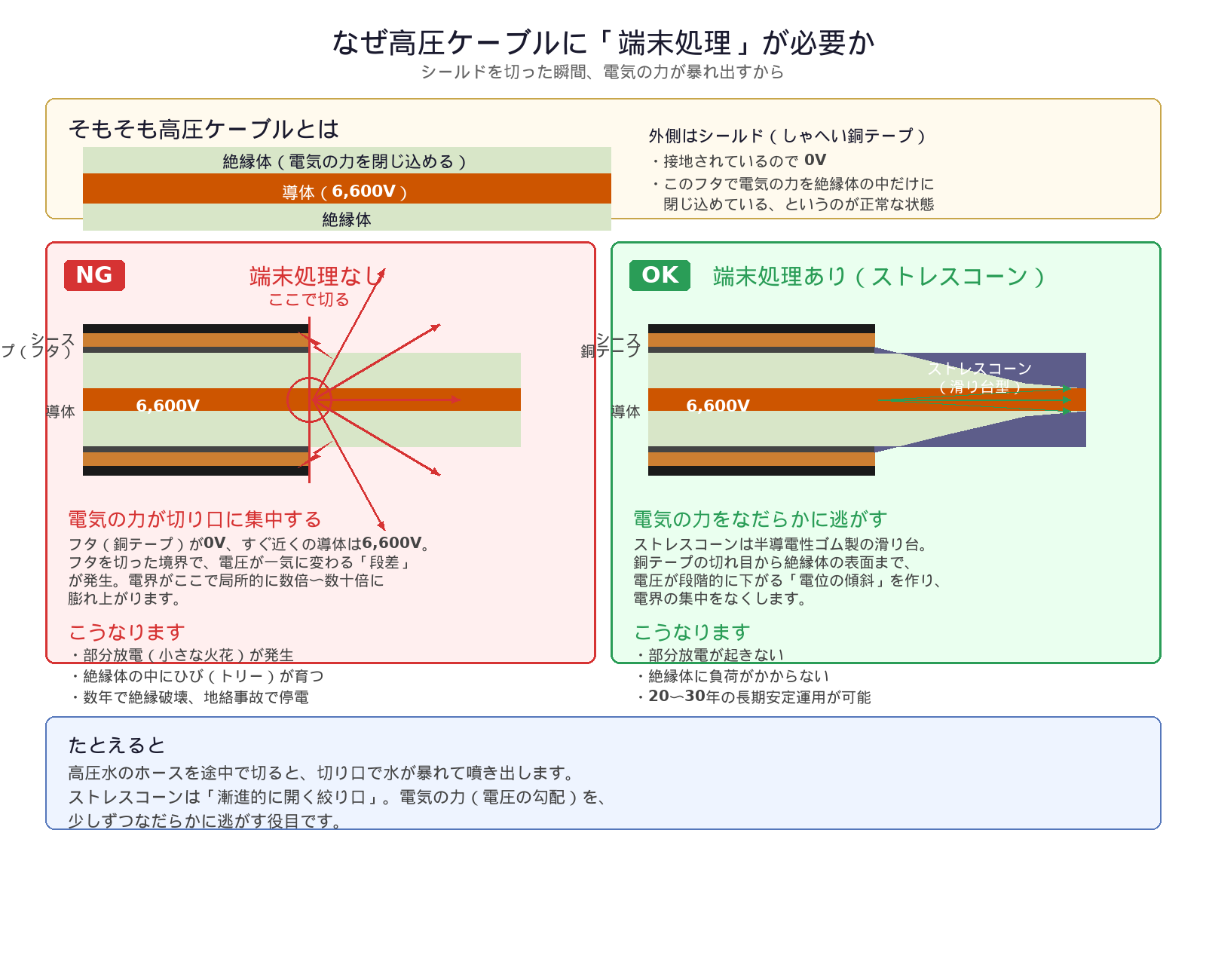
端末処理の必要性(NG/OK 比較)
高圧ケーブルは「電気を閉じ込めている」状態です
高圧ケーブルの中心には 6,600V の導体が走っています。その周りを絶縁体で包み、さらに外側を しゃへい銅テープ(フタ)で覆っています。
このフタは接地されていて 0V。フタがあるから、電気の力(電界)は絶縁体の中だけに閉じ込められ、外には漏れません。
なぜ「しゃへい銅テープ」で覆うのか(4つの理由)
このフタはただの飾りではなく、電気設備技術基準で高圧ケーブルに A種接地工事(接地抵抗10Ω以下)が義務付けられているとおり、明確な役割があります。
① 絶縁体の電界を均一にして耐電圧を上げる
しゃへい銅テープが0V、内側の絶縁体表面も0V電位になると、絶縁体内の電界は導体から外側へ放射状に均一に並びます。電界の方向と分布が揃うことで、絶縁体への局所的な集中がなくなり、結果として耐電圧特性が上がります。
② 感電防止(人身安全)
シールドがないと、ケーブル外面のビニルシースは静電誘導で帯電します。人が触れれば感電します。しゃへい銅テープを接地することで、ケーブル外面は常に大地電位(0V)に保たれ、触れても安全です。
③ 地絡電流の経路を確保する(保護継電器を動作させる)
万が一、絶縁体に欠陥が発生して導体とシールドの間で地絡(短絡)が起きた場合、地絡電流はしゃへい銅テープから接地線へ流れます。この電流を ZCT(零相変流器)が検出し、地絡継電器(GR)を動作させて線路を遮断します。
シールドを接地しなければ、地絡電流の流れる経路がなく、事故が検出できません。検出できない地絡は、機器焼損や火災に直結します。
④ 誘導電圧と渦電流による劣化を防ぐ
接地しない場合、しゃへい銅テープに静電誘導で電位差が生じ、人が触れたときの電撃源になります。さらに、芯線を流れる電流の磁界により、シールド層に渦電流が発生してケーブル自体が発熱し、絶縁劣化が進みます。接地はこれも抑え込みます。
つまり、しゃへい銅テープは「フタ」と書きましたが、実際は 絶縁・人身安全・保護動作・劣化防止の4役を担う構造部材です。
フタを切った瞬間、電気の力が暴れ出します
ケーブルを盤に引き込むには、必ずどこかでこのフタ(しゃへい銅テープ)を切らなければなりません。
切った瞬間、その切り口では「すぐ近くは0V、すぐ近くは6,600V」という電圧の段差ができます。電気の力(電界)はこの段差に押し寄せ、局所的に数倍〜数十倍に膨れ上がります。
たとえると、高圧水のホースを途中で切ったときに、切り口で水が暴れて噴き出すのと同じ理屈です。
放置すると、数年で地絡事故になります
集中した電界が引き起こすことは決まっています。
- 部分放電(小さな火花)が発生
- 絶縁体の中に「トリー」と呼ばれるひびが育つ
- 数年で絶縁破壊、地絡事故で停電
ストレスコーンが「漸進的な絞り口」になります
端末処理材(アサヒニューパット等)の本体には、ストレスコーンという半導電性ゴムの部品が組み込まれています。形は滑り台型です。
このコーンが、フタの切れ目から絶縁体の表面に向かって、電圧をなだらかに下げる「電位の傾斜」を作ります。電気の力が一気に集中するのを防ぎ、20〜30年の長期安定運用を可能にします。
端末処理は、この一連の物理現象に対して施す予防工事です。手抜きは、数年後の絶縁破壊事故として必ず返ってきます。
10. 端末処理①:シースのはぎ取り
外側のビニルシースを規定寸法で剥がします。ケーブルジャケットカッターで一周切れ目を入れ、縦に裂いて剥ぎ取ります。
このとき、内側のしゃへい銅テープに刃を当てないよう注意します。傷を付ければ、その傷が地絡事故の起点になります。
11. 端末処理②:しゃへい銅テープのはぎ取り
シースの下のしゃへい銅テープを、規定寸法で剥がします。
しゃへい銅テープは接地に使用するので、はぎ取り端は短く残し、すずめっき軟銅線でバインドしてから接地金具で固定します。
12. 端末処理③:外部半導電層のはぎ取り

古河電工パワーシステムズ製の外導剥ぎ取り工具
外部半導電層は、絶縁体に密着している黒い層です。これを綺麗に剥がすのが、端末処理の最大の難所です。
手作業で剥がすと絶縁体に傷が入ります。専用工具を使えば、定寸でクルッと剥がせます。

外導剥ぎ取り工具で外部半導電層を剥がす
高圧ケーブル外部半導電層のはぎ取り(古河電工パワーシステムズ製の外導剥ぎ取り工具)
— taiga (@taiga1459098) May 1, 2026
工具1本で、現場の精度と作業時間が大きく変わります。
13. 端末処理④:絶縁体のはぎ取り
絶縁体(架橋ポリエチレン)の先端を、定寸で剥がして導体を出します。
タジマの「ムキソケD高圧」は、グリグリ回すだけで定寸はぎ取りができる工具です。導体に傷を付けずに剥がせます。

タジマ ムキソケD高圧で絶縁体を剥がす
高圧ケーブル絶縁体はぎ取り(タジマ ムキソケD高圧)
— taiga (@taiga1459098) May 1, 2026
導体に1mmでも傷を付ければ、絶縁破壊の原因になります。
14. 端末処理⑤:絶縁体の清掃 — ここが端末処理の品質を決めます
絶縁体を剥がした表面には、外部半導電層の黒い残渣が必ず付着しています。これを完全に除去しないと、半導電性の粒子が絶縁体表面で電界を歪ませ、部分放電の発生源になります。
電力ケーブル接続部の絶縁性能低下の主原因のひとつが、この 絶縁体外側の半導電層の処理が不完全であることです。
清掃の手順は決まっています。
- 溶剤:無水エタノール、ベンジン等
- 道具:清潔な布(ウエス)
- 清拭方向:必ず一方向(往復は禁止)
- ウエスの再使用:禁止(使った面は捨てる)
往復で拭くと、せっかく除去した半導電層の粒子を絶縁体に再付着させてしまいます。同じ面を再使用するのも同じ理由でNGです。
清掃が終わったら、絶縁体表面に手の脂や水分を一切付けないよう注意します。
15. 端末処理⑥:設置固定金具の取付までを進めます
絶縁体清掃のあとは、本体挿入前の準備工程に入ります。
- ACPテープを規定位置から軽く引っ張りながら1/2重ね巻き
- 接地金具を、しゃへい銅テープ上の押接位置に取付
- 接地金具固定テープで、金具が隠れるよう全量巻き付け
この工程で、しゃへい銅テープと接地金具を電気的・機械的に確実に接続します。
16. 端末処理⑦:本体の挿入

アサヒニューパット100の本体を挿入
本体下端の位置合わせを確認したら、ゆっくり本体をスライド挿入します。
導体先端で本体内部のゴムを突き破らないよう、慎重に進めます。シース切断端まで挿入したら、寸法(E寸法)をチェックします。
| 導体断面積 | E寸法 |
|---|---|
| 22〜38SQ | 145 mm |
| 60SQ | 145 mm |
| 100SQ | 150 mm |
挿入後に本体下部の折り返しを戻し、締付バンドを取り付けて完了です。
17. 端末処理⑧:端子の圧着
導体の先端に圧着端子を取り付けます。
油圧工具で1回圧着、ダイスは38-60、JIS C 9711規格準拠です。圧着部にバリが出たら、必ずヤスリで落とします。
高圧ケーブル端子の圧着
— taiga (@taiga1459098) May 1, 2026
ここを雑にすると、数年後の絶縁劣化で地絡事故になります。
18. KIPとの接続:CVT → PDC → PJコネクター → KIP
キュービクル内では、外部から引き込んだ高圧ケーブル(CVT)と、盤内のKIP線(高圧絶縁電線)を直接つなぐのではなく、間に PDC線(高圧引下用ポリエチレン絶縁電線)を挟んで接続します。
接続経路
CVT → 圧着端子 → ボルトナット固定 → PDC → PJコネクター → KIP
なぜ PDC を間に挟むのか
PDC と KIP は、同じ「高圧絶縁電線」でも性質が違うからです。
| 電線 | 材質・特性 | 主な用途 |
|---|---|---|
| PDC(ポリエチレン絶縁電線) | ポリエチレン系で硬く頑丈、耐候性に優れる | 電柱からの引下げ、屋外の直線配線 |
| KIP(高圧機器内配線用電線) | ゴム系で柔らかく可とう性が高い | 狭いキュービクル内の複雑な曲げ配線 |
CVTの圧着端子はそのまま KIP に固定するには硬さが合いません。PDCをCVTからのボルト固定先にして、そこから柔らかい KIP に分岐していくのが、盤内配線の標準的な作り方です。
① CVT端子を PDC にボルトナットで固定
CVTの導体に圧着した銅管端子を、PDC 側の端子座にボルトナットで締付けて固定します。
ここは機械的な締付けによる接続です。締付トルクは仕様書通りに管理し、絶縁テープと自己融着テープで仕上げます。
② PDC と KIP を PJコネクター(38-2型)で接続
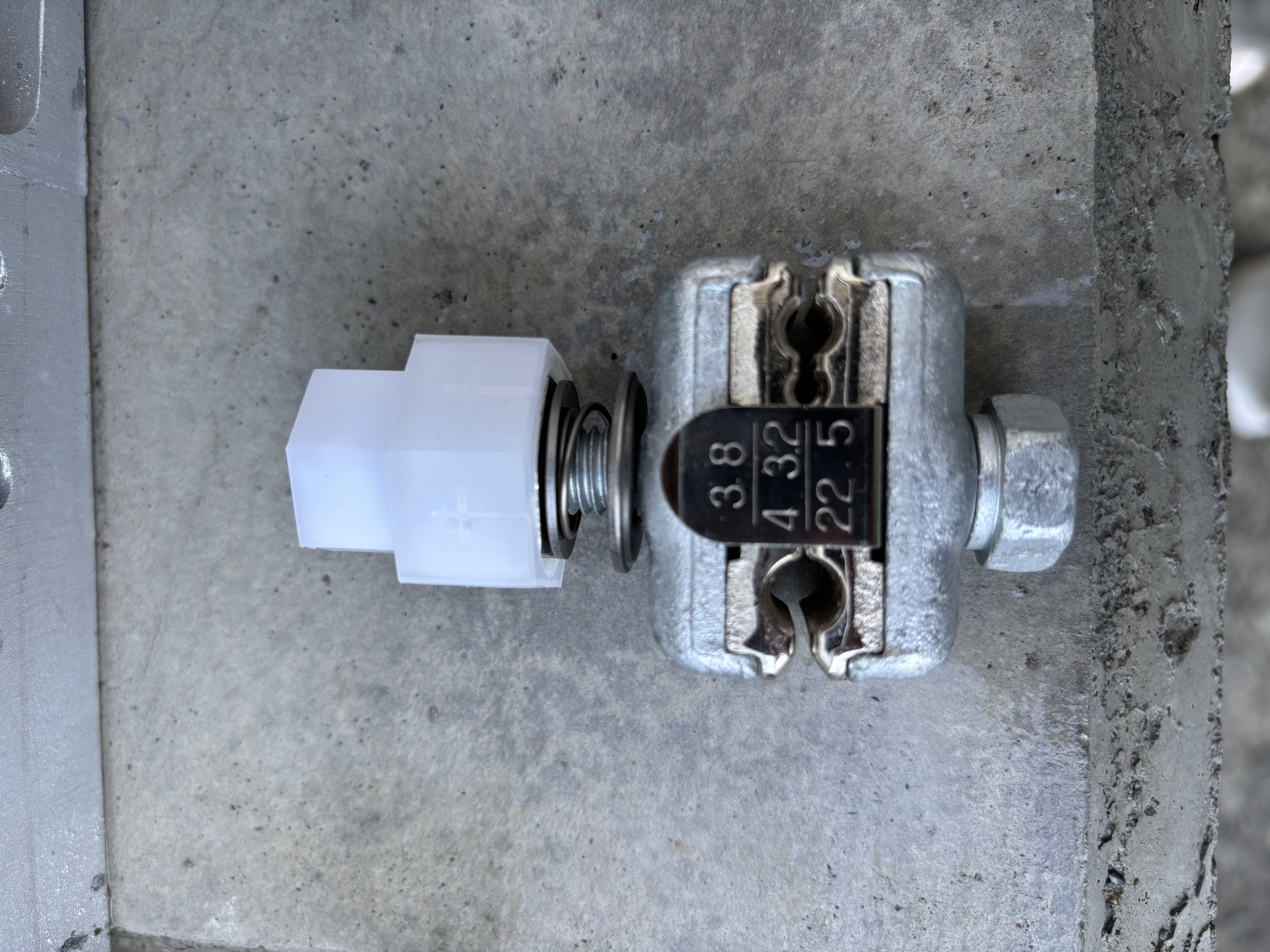
PJコネクター 38-2型
PJコネクターは、配電線路の銅電線(主線と分岐線)を平行(Parallel)に接続(Joint)するためのコネクターです。略して「PJ」と呼ばれます。
最大の特徴は、締付部に採用された トルクキャップです。規定トルクに達するとキャップが空転して、それ以上は締まらない構造になっています。誰が施工しても、適正トルクで締め付けができます。
今回使用:38-2型
- 適用主線:38 mm²(PDC側)
- 適用分岐線:3.2mm/4mm/5mm/22mm²(KIP側)
- 適用カバー:高圧用PJコネクターカバー 5.0〜60(共用サイズ)
主線と分岐線の太さを変えて接続できる「異径接続」が可能なため、PDC 38SQ から KIP の細線へ分岐する用途にちょうど合っています。
接続の流れ
- PDC(主線)と KIP(分岐線)を、PJコネクター本体の電線挿入孔にそれぞれ挿入
- トルクキャップ付きのボルトを締め込む(規定トルクで自動的に空転)
- 接続部に専用の高圧用PJコネクターカバーを被せ、絶縁を確保

PJコネクター施工中(PDCとKIPの結線)

PJコネクターカバーの取付
カバーの上端と下端をしっかり押し込み、絶縁が確実に取れていることを目視で確認します。
このカバーがあるから、盤内で別相同士が接近しても短絡しません。

盤内の結線完了
まとめ
キュービクル本体据付と高圧ケーブル結線は、新設工事で最も技術的判断が要る工程です。
ケミカルアンカーの2×2×2清掃、外部半導電層の剥ぎ取り、絶縁体清掃、圧着のバリ取り、PJコネクターのカバー取付。どれも省略できない工程です。手順書通りに、数値通りに、確実に積み上げていきます。
受電立会と耐圧試験10,350V、リレー試験、絶縁・接地、これで初めて受電です。その様子を施工レポート③にまとめました。